
























ANSYS BLOG
August 10, 2018
Innovative Contact Heating in Thermoforming Processes
Thermoforming is an important polymer production process in the manufacture of mass consumer goods, such as packaging containers. In the process, a polymer sheet or film is heated to convert it into a bendable form. After heating, the flat material is molded into a desired shape by means of applied pressure or vacuum. The heating of the initial polymer sheet is essential for not only the quality and quantity of the final product, but also the efficiency of the process.

Figure 1: cera2heat matrix module assemblies in a thermoforming test rig.
Thermoplastics show a temperature-dependent forming behavior that makes it possible to use temperature profiles to influence the material or wall thickness distribution (WTD) during the forming stage. However, conventional heating devices (permanently heated plates, for example) only allow a homogeneous temperature distribution. This results in an inhomogeneous WTD with typically thin bottom areas and thick wall areas. This warrants the choice of an initial sheet thickness with a value high enough so that the critical areas comply with minimal thickness thresholds.
At watttron, we’ve developed an innovative heating technology that, for the first time, allows inhomogeneous precisely defined heating of surfaces on a very small scale. By using this new technology, we are able to apply temperature profiles specifically designed for each individual product. These local and adapted temperature profiles helps achieve an optimal material distribution in the molding process. Thus, it is possible to save up to 30 percent of material by reducing the initial sheet thickness, while still adhering to given minimal thickness tolerances. With an estimated global market size of thermoformed plastics at 380 kilotons in 2016, and approximately 12 billion thermoformed packing containers produced each year in Europe, the potential financial and environmental savings are enormous.
Printed Ceramic Heating Technology
At the technical core of the cera2heat heating technology developed at watttron are modular-designed ceramic matrix heaters. They consist of fine-resistance heating circuits made of special paste systems, which are printed on thin isolated ceramic substrates. The surface of one heater module consists of 64 small heat pixels each 5×5 mm and arranged in 8×8 rows. In addition to the heat plate, all the necessary control electronics (as well as the power supply) are integrated into the module. Depending on the specifications of the thermoforming machine, several cera2heat modules can be assembled into a complete heat plate. The functionality of our heating system could be compared with thin film transistor (TFT) home cinema systems, which produce defined color fields — the cera2heat systems produce defined temperature fields.
Simulation-based Optimization of Temperature Profiles
The critical task (before the application of our technology) is the determination of an optimal temperature profile for a given product or mold, in order to specify the temperature for each individual heating pixel. In our standard assembly of 3×3 modules, with 8×8 heating pixels on each module, a total amount of 576 temperature parameters must be defined. Doing this by hand via a trial-and-error approach would be very time- and resource-consuming and is therefore infeasible. To circumvent these difficulties, we make use of the simulation capabilities provided by the Ansys software framework, more specifically Ansys Mechanical and Ansys Polyflow. With these simulation tools available, we implemented a complex simulation model of the complete thermoforming process together with the complex mechanical behavior of the polymer materials.
We also developed a powerful algorithm that iteratively updates the temperature profile depending on the results of the thermoforming simulation. In a fully automated workflow, we start the optimization process with the simulation of the thermoforming process and an initial (standard) temperature profile. The result of this simulation is the initial wall thickness distribution.
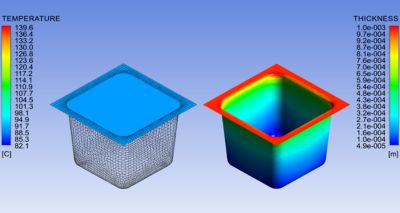
Figure 2: Homogeneous temperature profile and resulting wall thickness distribution for a simple test cup.
Next, our algorithm uses this data to update the temperature profile and starts the thermoforming simulation for the second run. This procedure is repeated until the wall thickness distribution is nearly constant at every position of the forming product. The determined temperature field can be directly transferred as a set of parameters to the heating system.
Figure 3: Optimized temperature profile and resulting wall thickness distribution for a simple test cup.
With the help of the Ansys Startup Program we can efficiently determine the process parameters and predict the benefits our technology will bring to our customers — without the expenditure of valuable time and resources. Ultimately, our ability to simulate our process allows us to compete with conventional heating system manufacturers and paves the way for us to revolutionize the packaging industry.